|
|
| ชื่อแบรนด์: | XWH |
| หมายเลขรุ่น: | D(N)B--100,D(N)B--160, D(N)B--200, D(N)B--250 |
| MOQ: | 1 |
| ราคา: | USD11500-USD15500 |
| รายละเอียดบรรจุภัณฑ์: | Wooden Case |
| เงื่อนไขการชำระเงิน: | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
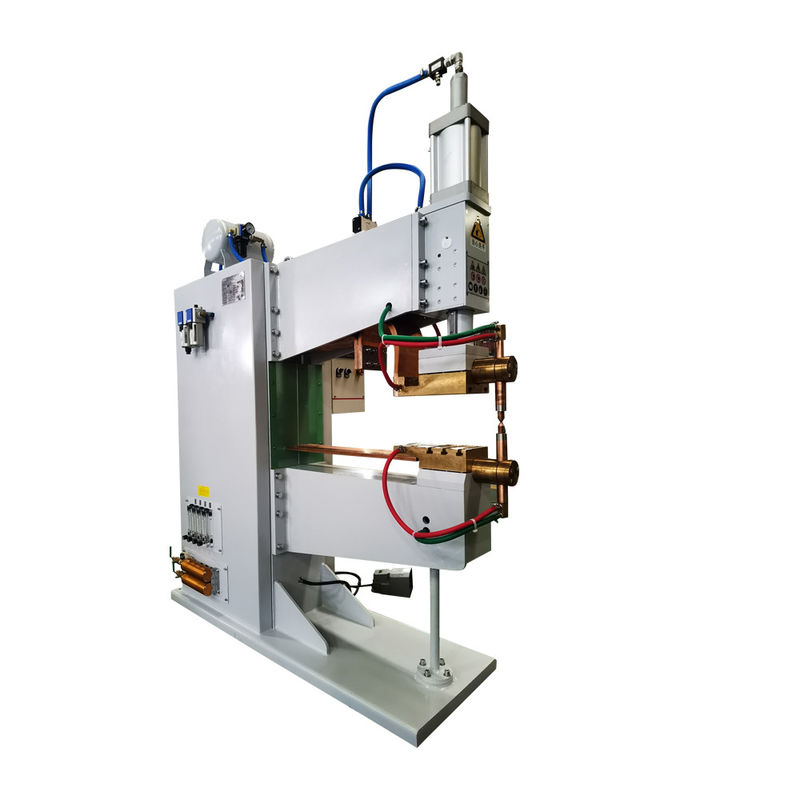
อลูมิเนียม มือ Pulse Spot Weld Mesh การทําสาย Welder เครื่องเชื่อมทองแดง
คําอธิบายสินค้า
เครื่องปั่นจุดคงความถี่กลางประกอบด้วยร่างกาย, เครื่องแปลงปั่น, ระบบวงจรน้ํา, ระบบวงจรอากาศ, เครื่องควบคุมเครื่องปั่นความต้านทานไมโครคอมพิวเตอร์, สวิตช์เท้า, ฯลฯ
เครื่องเชื่อมจุดคงที่มาตรฐานเป็นคู่กับ microcomputer การควบคุมการเชื่อมต่อความต้านทานและตัวควบคุมแขวนอยู่ด้านซ้ายของเครื่องปั่น.
ปริมาตรเทคนิค
| รายการ โมเดล | DN ((B) -100 | DN ((B) - 160 | DN(B)-200 | DN ((B) - 250 |
| พลังงานระดับ (KVA) | 100 | 160 | 200 | 250 |
| การเข้าพลังงาน ((V) | 3φAC 380V | 3φAC 380V | 3φAC 380V | 3φAC 380V |
| ขนาดความเร็วของไฟฟ้า | 30 | 35 | 40 | 45 |
| ระยะเวลาทํางาน ((%) | 50 | 50 | 50 | 50 |
| ความแรงสูงสุด ((N) | 6000 | 6000 | 10000 | 15000 |
| ความยาวของอิเล็กตรอน ((MM) | 450 | 450 | 450 | 500 |
| การทํางานแรง ((MM) | 80 | 80 | 80 | 80 |
| ค่าใช้จ่ายในการเย็น ((L/min) | 20 | 20 | 20 | 20 |
| ความจุในการปั่นสูงสุด ((MM) | 30.0+30 | 40.0+40 | 50.0+50 | 6.0+60 |
ข้อดี
(1) ความเร็วการลดและการเพิ่มของหัวความดันสามารถปรับตามความต้องการ, ซึ่งลดผลกระทบความดันบนงานและลดเสียง;
(2) ผู้นํารองใช้โหมดการกันหนาด้านบน และผลการกันหนาคงที่และน่าเชื่อถือ
(3) วงจรหลักนํามาใช้อุปกรณ์ปรับความแรงสูงที่ควบคุมด้วยซิลิคอนที่เย็นด้วยน้ํา, มีผลิตที่แข็งแรง, มั่นคงและน่าเชื่อถือ;
(4) องค์ประกอบวงจรน้ําทั้งหมดทําจากทองแดงและสแตนเลส และพร้อมกับการแสดงการไหลของน้ําที่มองเห็นเพื่อแสดงการไหลของน้ํา
(5) การทํางานถูกควบคุมโดยสวิตช์เท้า มีประสิทธิภาพการผลิตสูงและแรงงานที่ต่ํา
โครงสร้างสินค้า
![]()
หมุนเวียนการปั่นจุดประกอบด้วยขั้นตอนต่อไปนี้
1) ความดัน: เวลาตั้งแต่เริ่มต้นของอิเล็กทรอัดตกถึงเริ่มต้นของการเชื่อมต่อกระแสไฟฟ้าการปั่น กระบวนการนี้ทําให้แน่ใจว่าอิเล็กทรอัดบดชิ้นงานก่อนการเปิดเพื่อให้การเชื่อมชิ้นงานมีสัมผัสที่ดี.
2) การเชื่อม: กระแสเชื่อมสร้างความร้อนผ่านชิ้นงาน และจุดเชื่อมหลอมลงภายใต้ความดันเพื่อสร้างแกนหลอม (เช่น nugget)
3) การบํารุงรักษา: หลังกระบวนการปั่น ความดันของอิเล็กทรอนด์ยังคงคง
4) rest: เวลาจากการยกอิเล็กทรอนด์จนถึงการตกของอิเล็กทรอนด์อีกครั้งหลังจากการปั่น
การตั้งค่าเวลาของกระบวนการ 4 ตัวบนถูกโปรแกรมโดยเครื่องควบคุมเครื่องปั่นความต้านทาน the appropriate pressurization and rest time shall be determined according to the working speed of the welding machine to ensure that the electrified welding is carried out after the electrode pressure meets the requirementsเพื่อให้แน่ใจว่าคุณภาพการปั่น
ภาพ
![]()
![]()
การใช้งาน
ที่อยู่
เลขที่ 538 ถนน Xingfu, Ind. East Zone, Chengdu, Sichuan, จีน
โทรศัพท์
86-0731-8992312-11
อีเมล
test@maoyt.com